





关键词 |
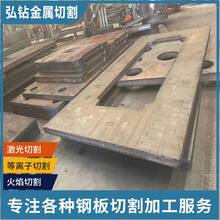
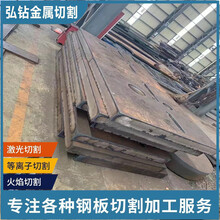
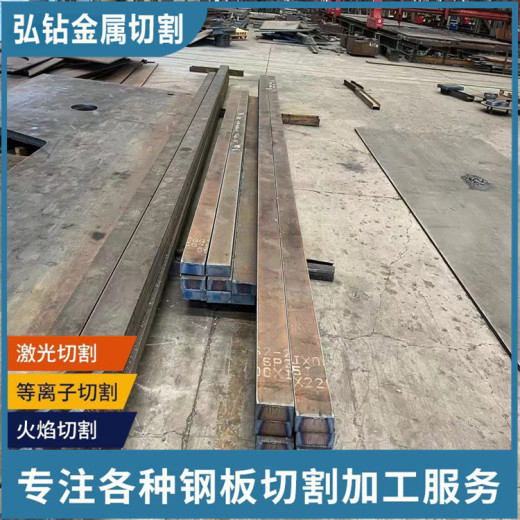
碳板,钢板切割加工,南通碳板 |
面向地区 |
材质 |
Q345R |
|
厂家 |
宝钢 |
南通碳板- 控制钢板加工冷却的横向均匀性和厚度方向的对称性是控制中厚板平直度和降低内应力的必要条件。横向冷却横向方案是通过改善下集管的横向角度和保水点等来实现层流冷却温度控制的均匀性。冷矫直:矫直可以改善钢板的残余应力分布,当钢板加工的横截面应力分布不均匀时,有必要采用弯曲辊措施来增加局部变形,以补偿纵向纤维的不均匀长度,从而消除波浪弯曲,并使钢板的内应力均匀化。
铁矿港口库存数据9连降根本原因还是在于供需关系较为缓和。上周澳洲巴西发运总量2215.1万吨,周环比70.6万吨,澳洲发货量整体压力并没有去年同期大,巴西发货量也保持低位,到港量也保持同期较低水平,也就是说整体供应方面同比压力不大。
钢板切割-钢板零割 使用低速切割方法防止切割裂纹,其可靠性不如预热。我们建议切割前先对切割带用火焰空泡几趟进行预热,预热温度达到100°C左右为宜。其大切割速度取决于钢板等级和厚度.说明:将预热和低速两种火焰切割方法结合使用,可以进一步降低切割裂纹的出现几率。
南通碳板钢板切割加工-特厚钢板加工-中厚板按图零割 常用的等离子弧作气体有氩、氢、氮、氧、空气、水蒸气以及某些混合气体。等离子切割配合不同的作气体可以切割各种氧气切割难以切割的金属,尤其是对于有色金属(不锈钢、铝、铜、钛、镍)切割效果更佳。等离子切割电源,具有足够高的空载电压,才能容易引弧和使等离子弧燃烧。
但对于等离子切割,它更少,更慢。与20MM厚板相比。火焰切割速度约为每分钟450MM/MIN,等离子切割速度约为每分钟1500MM/MIN。在切割效果方面,火焰切割的垂直度优于等离子体的切割垂直度,火焰切割切割表面是垂直的,等离子切割切割表有一定的倾斜度。
(5)气割过程中尽量不要出现中断,以免使得切割件的温度降低而达不到切割温度,进而影响到切割质量。(6)切割速度要合适,过快或是过慢都不好。而且,如果问题比较严重的话,那么还会阻碍切割的正常进行,所以我们要引起重视,及时解决这一问题。
我公司是沙钢、兴澄特钢、益成特钢、长达、兆顺代理销售商、湘钢、营口、鞍钢、安钢特约经销商。专营精炼板坯、特宽厚钢板、特宽厚低合金板、锅炉容器板、碳板等...可供厚度8mm-450mm,宽度1500mm-4800mm,长3000mm-18800mm,板坯单重可达56吨,根据需要还可供应更大规格的钢板,我公司备有大型数控切割多台,可根据用户需求来料来图切割各种规格、材质、厚度的钢板切割件。
南通本地钢板切割热销信息